
ARTICLES - WELCOME!
- TECHNICAL LIBRARY ARTICLES -
Technical Library
Welcome to Galiso's Hydrostatic Testing Technical Library Articles!
Here you will find online tips and information regarding Galiso Hydrostatic Cylinder Test Equipment.
Articles:
- What Makes a High Pressure Cylinder Safe to Fill? -
Overview of Volumetric Hydro-Testing
Volumetric Hydrostatic Testing
By Charles Grenci, President
1. The Basics:
A condensed primer providing an overview of the
procedure and equipment.
Do you remember
when Jaws lost its appetite when a SCUBA cylinder failed the gunfire test? The
myth busters demonstrated that what happened to Jaws could happen to anything or
anyone in proximity to a compressed gas cylinder when it suddenly fails to
contain the pressure inside. If the cylinder failure is in proximity to other
pressurized cylinders, a domino effect can create multiple powerful explosions.
It may be helpful to have some kind of information about just how much energy is
contained in a compressed gas cylinder to give people an appreciation for the
value of testing them periodically.
Fortunately compressed gas cylinder accidents are rare in most
places. We at Galiso Incorporated are thankful that we have had the opportunity
for 45 years to participate in the process of testing compressed gas cylinders
around the world. People use the equipment that we make to verify that gas
cylinders can safely contain the pressurized gas that the cylinder provides. The
equipment we make is used to verify that a cylinder is safe to use by measuring
the growth characteristics of a cylinder that is pressurized beyond its normal
working pressure.
Compressed gas cylinders are designed with a safety factor that is
measured by our equipment in the following way. A compressed gas cylinder is
pressurized with water to a pressure that is higher than its normal working
pressure where the cylinder may: A) do nothing which is the best case, B)
stretch slightly within the required tolerance, which is acceptable, C)
stretch beyond the tolerance, which fails the cylinder from service, or D)
explode inside the test jacket. The test jacket is designed to safely contain
the force of the hydrostatic explosion. The force of a hydrostatic explosion or
burst is minimal compared to a pneumatic explosion due to the use of water, not
air as a pressure medium. This is due to the minimal compressibility of water
vs. the highly compressibility of the gas that the cylinder normally contains.
Cylinders should receive a complete external and internal visual
inspection prior to a volumetric hydrostatic test. A typical volumetric
hydrostatic test (VHT) is comprised of the following steps:
-
De-valved and filled with water
-
Connected to a test jacket sealing
apparatus and placed inside a test jacket that is full of water.
-
The temperature of the water
inside the cylinder and outside the cylinder in the test jacket should
be verified to be within 4 degrees F of each other, or the test results will
be affected.
-
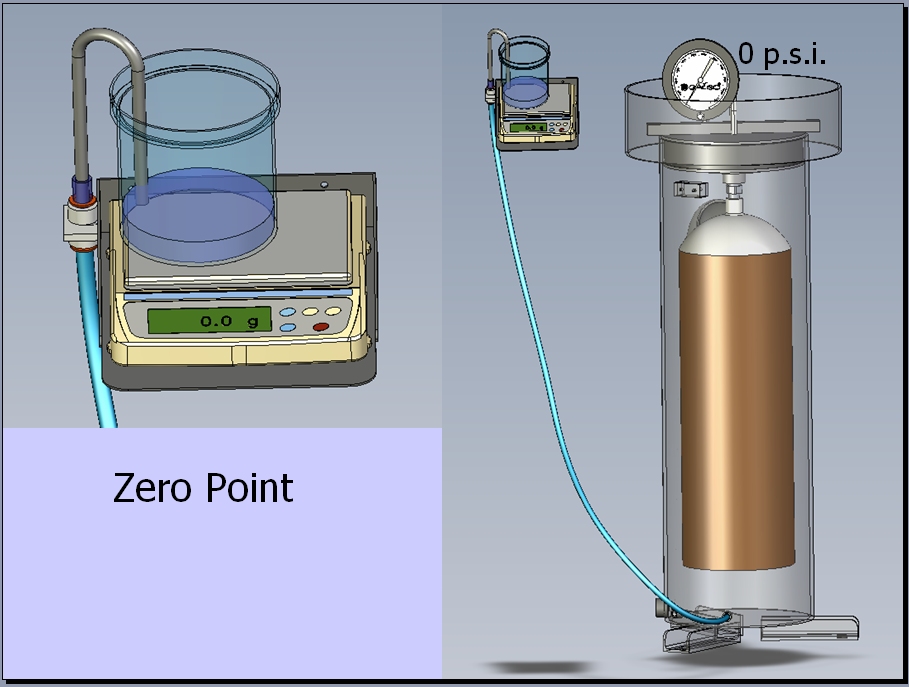
The expansion zero value is
established (fig 1).
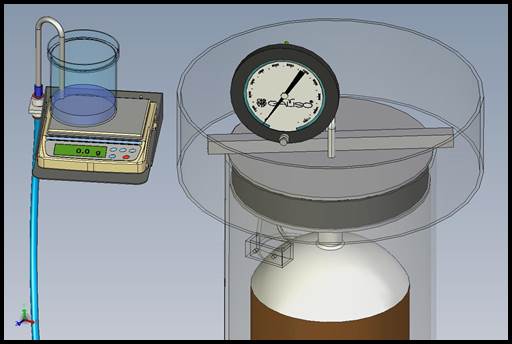
Figure
1 VHT
Zero Point
-
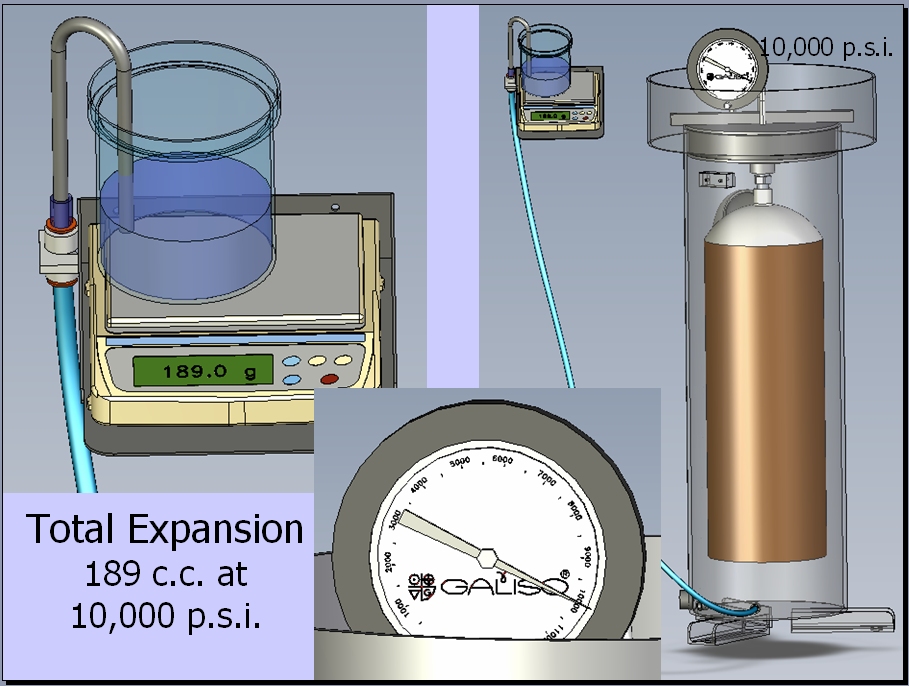
The pressure inside the cylinder is raised to the required test pressure for
a required time, causing the cylinder to grow in size. The cylinder
expansion at test pressure is then recorded (fig 2).
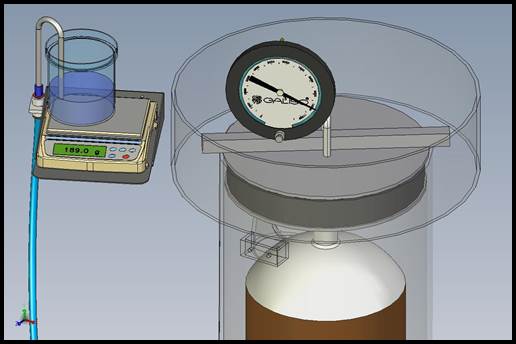
Figure
2 VHT
Pressure Hold / Total Expansion
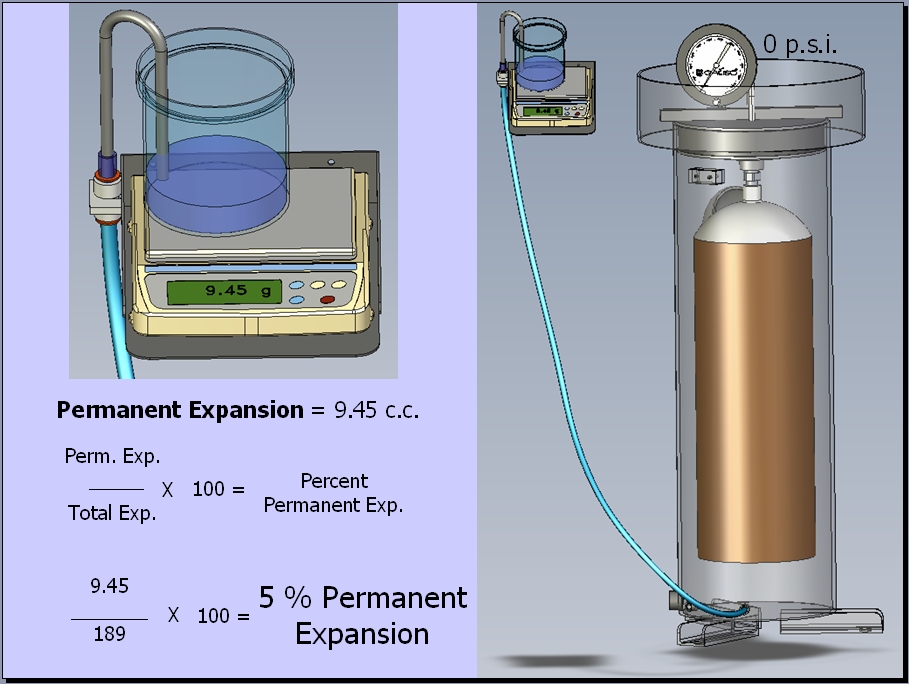
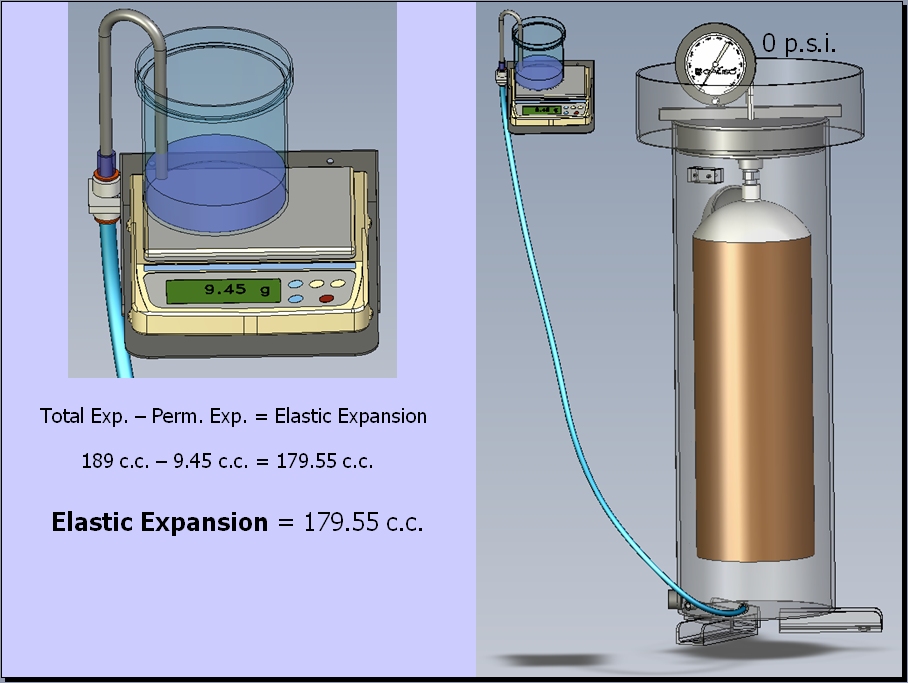
-
The pressure is released and the cylinder should return to a required
percentage of its original size. When the de-pressurized cylinder expansion
is stable, a permanent expansion value is recorded (fig 3).
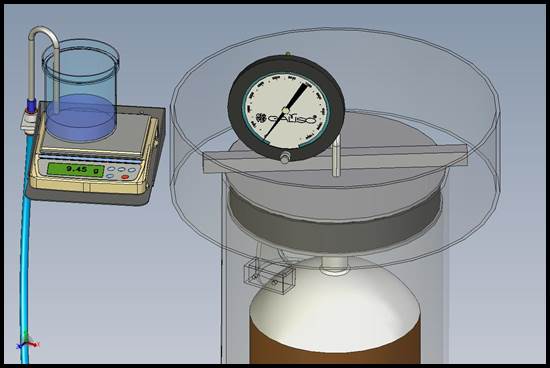
Figure
3 VHT
De-pressurized / Permanent Expansion
-
The cylinder is drained of water
and dried.
-
The cylinder is then re-valved and stamped.
The amount of
water forced out of the test jacket as a result of the cylinder's growth during
the pressurization is measured in an expansion measuring device and compared to
the amount of water left in the expansion measuring device when the cylinder is
depressurized. The amount of water left in the expansion measuring device
corresponds to the amount that the cylinder was permanently deformed by the test
pressure. Generally, if the cylinder returns to within 10% of the amount it
expanded while pressurized, the cylinder passes the test.
Cylinders that
pass both the visual inspection and the hydrostatic test may be stamped with the
re-qualification marks, and can be charged and offered for transportation for
3-10 years depending on the type of cylinder. The pass/fail criteria for some
cylinders differ. As an example most composite cylinders must return to within
5% of the amount they expanded. However, the new carbon fiber composite
cylinders fail based on their elastic expansion. When a cylinder exceeds the
expansion limits for the retest, it indicates that the cylinder has yielded, and
the cylinder must be condemned.
This type of test procedure is often referred to as "hydrostatic
testing" or "hydrotest". Technically there are many types of hydrostatic test
applications that are unrelated to the cylinder test described above so for the
purpose of this article we will refer to this type of testing as "volumetric
hydrostatic testing" or “VHT”.
2.
The Benefits:
Why choose volumetric hydrostatic testing vs. ultrasonic testing (UT)?
The answer to
this question is multi-faceted and so we will attempt to answer this question in
more than one way.
First, in many
applications VHT is required by government or industry regulations so there is
no choice. There are regulations that apply to cylinder manufacturing that
require 100% of all manufactured high pressure cylinders that are greater than
two inches in diameter to be tested by VHT to meet Department of Transportation
(DOT) regulations.
Second, there
are certain types of cylinders that ultrasonic equipment cannot test for defects
at the present time. Composite cylinders are a fast growing segment of the
cylinder business in applications like self contained breathing apparatus
cylinders, medical oxygen cylinders, aviation cylinders, CNG and Hydrogen fuel
cylinders, paintball gun cylinders etc. Light weight is a primary
advantage of composite cylinders. There are ultra-light type 4 CNG cylinders
that are constructed from a thin plastic bladder with a small metal gas
connection boss and then wrapped with carbon fiber. In a composite cylinder, the
fiber wrap does most or all of the work of containing the force of the internal
cylinder pressure. Trying to find a flaw in the composite structure with UT
would be like trying to find a needle in a haystack. This is an example of a
cylinder application where VHT is required for both manufacturing and
re-qualification testing.
Some readers
may want to know why Galiso does not offer UT equipment for testing cylinders.
The answer to this question is multi-faceted as well.
Shortly after my father, Carl Grenci, passed away in
1980, I came back to work at Galiso. My father was very involved in CGA and my
mom and dad were involved in IOMA, NWSA and NAFED. At the age of 21 I was able
to sit in for my dad at CGA meetings with some guys that were pillars in the
industry like Ralph Tribolet of Union Carbide, Milt Hillegas of Air Products,
etc. I also began attending IOMA meetings with my mom, La Nora. At one of the
first IOMA meetings that I attended with her in Palm Springs, one of the
speakers gave a presentation on how acoustic emission (AE) testing would replace
volumetric hydrostatic testing as the preferred method of testing compressed gas
cylinders. One of this speaker's main points was that pressurizing a cylinder to
5/3 of its service pressure damages the cylinder. So we loaded up the bus and
headed to this man's company to see if we could offer this kind of equipment
that would replace volumetric hydrostatic testing.
It would be interesting to find out how many companies there are
that have an exemption to test cylinders with AE today. It is also noteworthy
that there are many cylinders that are still in service from the early 1900's,
so his comment about 5/3 test pressure damaging a cylinder might be
questionable. We responded to a later IOMA call for speakers and I was
able to present "Automating the Process of Hydrostatic Testing" at the Maui
meeting. The video version of the presentation is available at our web site.
Later, Galiso became involved in producing automated gas filling equipment for
ultra high purity (UHP) semiconductor cylinder gases and these developments led
to another IOMA presentation, "Visual Information Technology," about the use of
computer graphics in gas industry applications. The work that we did in this
area led to our involvement in the semiconductor wafer fabrication industry and
many of the control concepts and capabilities that the Recortest 4 (R4) systems
have came out of this work.
Later in the early 1990's UT came on the scene as a potential
replacement for VHT. FIBA obtained an exemption to perform UT on cylinders and
began offering licenses to customers who were interested in the potential cost
savings that UT can provide. Airco, Dapco, and Galiso submitted a joint
application for exemption to DOT and were rejected. Dominic Pagano of Dapco is
the inventor of the liquid filled wheel that is used to perform UT on railroad
rails. This was the second time we tried to get on board with a technology that
was going to replace volumetric hydrostatic testing. Things got real interesting
when the DOT sent up a test balloon saying that VHT would no longer be an
acceptable method and all cylinders re-qualification would be UT. In a real life
"Mr. Smith goes to Washington" Darrell Garton went to Washington and pretty much
single handed slew Goliath. In his wonderful way, Darrell confronted the powers
that be with some basic facts that they were not able to legitimately address.
Having been rejected by DOT, Galiso sat on the sidelines of the UT
playing field and watched FIBA and others run their plays. The first "real"
machine that I saw for performing UT on cylinders was created by a pair of guys
named Mike Gorman and Steve Ziola of Digital Wave. They created a very viable UT
machine and then sold the rights to a company called SCI (not the cylinder
maker) which made a real mess of things, and now I believe that Mike and Steve
have bought back the rights to the product and are back in the cylinder
re-qualification business. If Galiso ever does offer a UT product, I hope it is
in cooperation with Mike and Steve. It is noteworthy that they are experts in
both AE and UT. Their site address is
www.digitalwavecorp.com.
We nearly partnered with Digital Wave, when an opportunity came
along to provide Thunderbird Cylinder in Phoenix, which already had an exemption
to test cylinders with UT, with a Rec4 system. This was an opportunity to see if
we could achieve higher throughput and overall efficiency with VHT in what I
believe is the best potential application for UT, medical aluminum cylinders.
One criticism of VHT is that it will not find a crack that does not propagate
during the test. There are many medical aluminum cylinders that were made with
an inferior alloy that have neck cracks. UT can spot these cracks if the
equipment is set up to do so, but I think that most UT equipment is still only
configured to check the cylinder side wall. We were able to create a system that
is capable of completely processing 80 medical aluminum cylinders per hour with
4 test operators. With our latest adaptation of this configuration I believe
that we will be able to test 60 cylinders per hour with 2 test operators. It
will be interesting to see how this compares with best-of-class UT systems.
UT is not an actual strength test. In the case of heat treatment
damage this is a major problem because sometimes cylinders are in fires or
people use baked paint finishes that destroy the heat treatment properties of
the cylinder. UT and Eddy current will not catch a soft metal problem which is
one reason why VHT is required in manufacturing to check the performance of the
heat treatment operation.
Perhaps this analogy is appropriate. You need someone to lift 100
pound boxes so you A) send him in for a UT test and the results show that he has
muscles that are big enough and are free from any detected flaws. The
problem is muscle mass and muscle power are variable and with any imaging
equipment some flaws go undetected. The same size vs. strength issue is
true of materials like steel and aluminum, or B) ask him to lift a 160 pound box
and he can..... this Very Heavy Test proves they can readily lift 100 pound
boxes as long as they are not injured lifting 160 pounds.
UT is accepted as a replacement for VHT by exemption only. UT is
not an approved cylinder test method even after over 10 years in the exemption
phase which is noteworthy.
3. The Position VHT and UT
occupy in the market
The U.S. DOT
currently lists 34 facilities that are performing UT out of 2411 re-testers. UT
has some tremendous cost savings potential for the cylinder industry. The
problem is that UT does not actually strength test the cylinder to establish a
safety factor. Not having to de-valve, then fill, then test, then drain and dry,
and then re-valve is a significant advantage of this technology over VHT.
There are some
applications where UT really shines, like specialty gas cylinders where the
contents are dangerous and the process of VHT is impractical. The statistics
above show that UT has not become widely accepted as a method of cylinder
re-qualification. It is noteworthy that UT has been in the exemption phase for
over a decade with a low number of facilities performing this type of test.
4. New
innovations:
Our company’s latest technical
developments.
We are in the
beginning stage of introducing the Recortest 4 series as a standard product. We
have been developing this product series with beta customers for two and a
half years and the recent Rec4 installations in Japan demonstrated to us that
the products are now ready for a wider audience. Final development aspects that
are now complete are: A) the database for machine settings and test results,
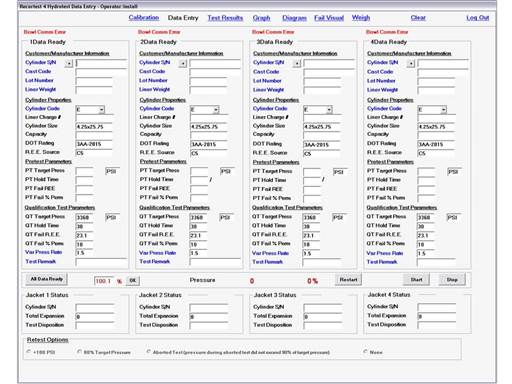
B) operator interface standards to display information for the variety of test
operations that the Rec4 is able to control, C) screens for calibration, test
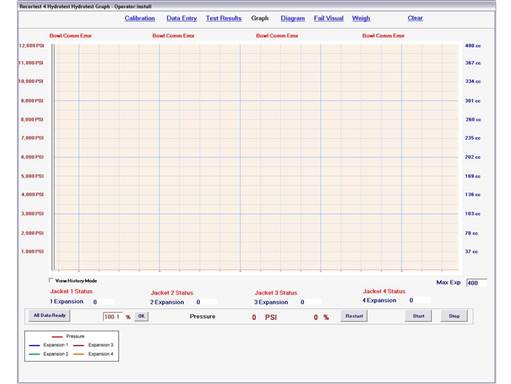
cylinder data entry, pressure and expansion graphs that can rewind and display
history, system diagrams with instrument values and valve status, and a pre-test
data entry form allowing for entry of visual inspection information and
Pass/Fail of “Eddy Current” test results (figs 4-10). For safety, system
interlocks and EMO are standard features of the Rec4 control.
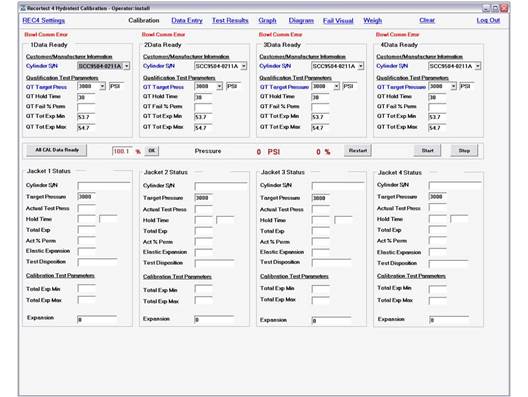
Figure
4
Rec4 VHT Calibration Screen
Figure
5
Rec4 VHT Data Entry Screen
Figure
6 Rec4
VHT Pressure & Expansion Graph Screen
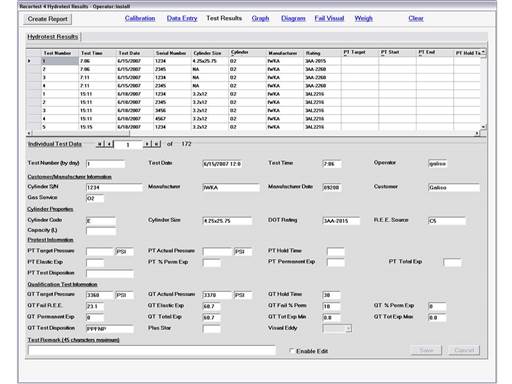
Figure
7
Rec4 VHT Results Screen

Figure
8
Rec4 VHT Diagram of System Status Screen
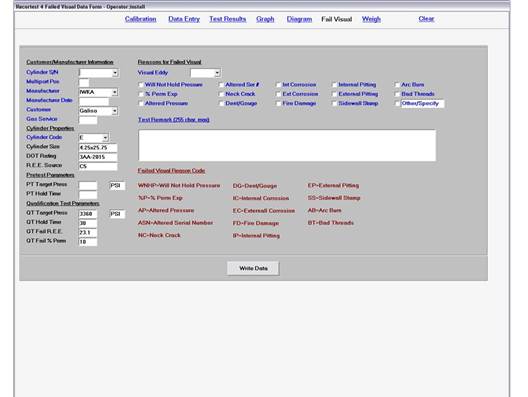
Figure
9 Rec4
VHT Visual Inspection / Eddy Current Test Screen
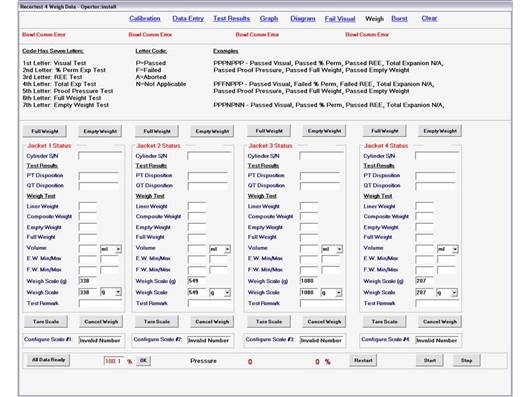
Figure 10
Rec4 VHT Mfg Cylinder Weights Screen
The Galiso
programmable logic controller (PLC) network control, working with the Galiso
operator interface that runs on Microsoft Windows XP operating system, leverages
the communication capabilities of the internet (figs 11 & 12). When connected to
the internet, the Rec4 offers remote support capability. We are able to operate,
service, and support networked R4 systems from our office in Montrose, Colorado
USA. This capability has allowed us to provide a higher level of software
support than ever before.
We are often
able to accommodate a software change request from our customers in one day. In
the beta development cycle this capability has allowed us to report bugs on a
foreign installation and have them fixed while we sleep, thus enabling our
technicians to be ready to test when they arrive to work the next day. The video
camera on the Rec4 allows users to make free video calls to other
camera-equipped computer users worldwide. This free communication medium has
been a real asset in building meaningful customer relationships. The quality
of video calls has improved steadily during the Rec4 beta timeframe. The Rec4
offers bar code capability, thereby allowing easy entry of cylinder information
to increase the accuracy and speed of data entry.

Figure 11
Galiso Network PLC Control for Lam PTX Alliance

Figure
12
Galiso Network PLC Control for Lam PTX Alliance up close
Automatic email
and verbal communications, test results, and error messages are automatically
generated and sent to a distribution list. Automatic emails make it easy to keep
track of system operations. Messages are also announced on the Rec4 sound
system as verbal messages. The voice of our programmer, John Okulski, is
becoming well known with Rec4 users worldwide who are learning, among other
things, that the Rec4 knows when they try to start a test with missing cylinder
information. Alternate verbal messages can easily be recorded on the Rec4
system in the test operator’s native language. Test results are simultaneously
recorded in a local database and also in a remote database. The remote database
can be any valid network location. This allows test information from multiple
test shop locations to be automatically recorded in a central location.
We have
employed 3D solid modeling software in the design and development of the Rec4
control console and test station options (figs 13-16). We hope to offer many
advanced service features with the solid models to our customers, such as
enhanced training images to help them understand system operation and function,
and also 3D Solid model parts identification for repair and maintenance. Models
are easily viewed from any angle or magnification.

Figure
13
Recortest 4 Control Console 3D Model
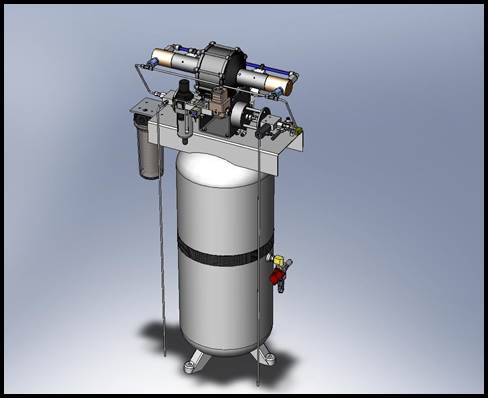
Figure 14
RSP-10DA VHT Pressurization Module and RSP-25DA Burst Pressurization Module
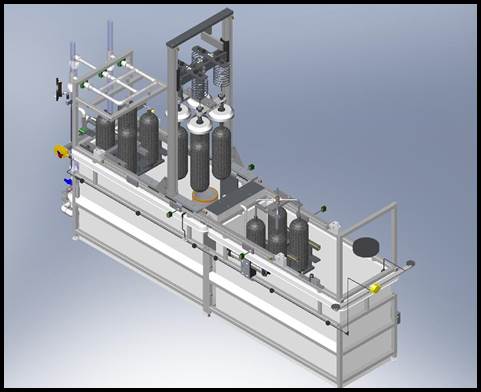
Figure
15
Automated VHT Station for Small Cylinders
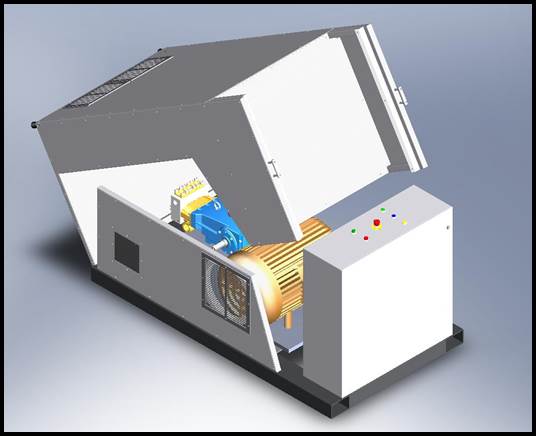
Figure
16
HFP-8k Cycle Test Pump Module
5. Growth areas: New applications and geographic targets.
Our traditional
product line is focused on the needs of cylinder re-testers worldwide, and this
still remains a primary market segment for our company. However, there
have been significant orders from cylinder manufacturers around the world for
the Rec4 PLC-controlled systems due to the Rec4's ability to provide multiple
hydrostatic, cycle, and burst test modules that can operate simultaneously,
providing increased efficiency and productivity.
Airline
servicing centers worldwide that wish to service airlines under the jurisdiction
of the Federal Aviation Administration (FAA) must test according to U.S. DOT
regulations. Therefore, most of the world's airlines are a primary target market
for VHT. In this market segment, we have a truly global market wherever
reliable air transportation is involved. We hope that the network control
capabilities of the Rec4 will be desirable in this market where quality
documentation of testing procedures and results is an important requirement.
We have VHT
systems in over 100 countries worldwide, and this existing customer base is
a target market for those customers wishing to upgrade their existing systems to
incorporate Rec4 technology and capabilities into their current testing
stations. We plan to introduce Rec4 PLC-controlled upgrades this summer to
customers all over the world. The Galiso Recortest 3 generation of VHT
technology was first released in the 1980's, so we hope that the Recortest 4
series of hydrostatic testing products will provide significant benefits to our
customers, and that there will be good demand for Rec4 systems and upgrades to
both new and existing customers worldwide.
As we have
mentioned earlier, composite breathing air cylinders come under regulations that
require VHT testing, so VHT is the testing standard for these types of
cylinders. We have a new automated loading system that provides for simultaneous
testing of four cylinders, including automated filling and drying stations that
are all enclosed in a multiple filtered water recirculation station. This
all-inclusive automated system is in operation at three cylinder manufacturing
sites and is providing great efficiency gains and high throughput with reduced
labor requirements. One operator can test between 35 and 40 manufactured
cylinders per hour using this new automated system. The VHT for composite
cylinder manufacturing requires an autofrettage pre-test. We are looking
forward to testing the throughput of this testing station with medical aluminum
cylinders, and we estimate that in this application a single operator can
VHT re-qualify an estimated 50-60 cylinders per hour.
6. Current key company
initiatives and programs
The key company initiative
at the present time is trying to discover ways to enhance the quality of our
work experience, which is very important to me at this stage of my life. I love
that we are moving toward an environment where it is understood that
people make mistakes, where finger pointing is discouraged, and where lending a
helping hand to a fellow colleague to overcome a mistake or problem is
encouraged. I am thankful to be working in an environment where God is working
miracles in our relationships with our suppliers, customers and each other. We
are enjoying the combination of leisure activities like poetry, music, and art
with our business activities. Jonathan is a very gifted poet, and it is
wonderful to have the experience of writing poetry with him to capture some of
our experiences traveling together.
His son Joel, age 13, wrote
this poem last year. I quote it often because I hope to live this way:
The Credibility of Time
Credible, credible cried the clock as the hours ticked like chimes
If I'm not mistaken every second taken is lost to the plots of time.
So don't be preempted by Time's cruel plot
Discontent in disarray,
Rather be credible, enjoy what you've got
If not Time will take it away.
We have had some wonderful
experiences with our initial Rec4 customers that have been life-changing for us
and for them. We have also had some involvement with elementary school classes
that has been a real blessing. Our hope is to leverage technology to enhance our
relationships, and it amazes me that we can video call anywhere in the world for
free. Jonathan's brother Dan works with us, and he recently coined the term
"Rec4 connect" when we were on a video call talking about how meaningful
relationships are becoming our primary goal. Here is a summary of what we hope
that "R4 connect" will combine into a life giving experience for all involved:
-
Meaningful connections with the people we
interact with in business
-
National and global strategies for upgrading
testing centers for gas supply companies worldwide
-
Development of customer-tailored Rec4
hydrostatic retest stations
-
Galiso corporate/educational partnerships,
internships, and career training
-
Increased web-based customer support and
global servicing using Internet technology
My father believed
that time was more valuable than money and that money is a reward for well used
time. I would say that another significant corporate initiative is well used
time. We hope to replace corporate profitability with meaningful personal
connections as the top objective of our corporate mission. We still have
profitability and technical excellence as key goals, but the Rec4
connect approach highlights the personal and relational nature of our business
by elevating meaningful human interaction and personal connections as a premier
corporate priority in all aspects of our business. As a result of this,
our personnel will be encouraged to view working colleagues, vendors, and
customers as people who have hopes, fears and dreams and as potential life-long
friends. We are hoping to stop perceiving them as necessary business
intermediaries to achieve economic goals. We hope to use web-cams and internet
technology to enhance interpersonal communications with traveling personnel and
customers worldwide and become a tangible example of how the R4 connect approach
can be implemented technically to enhance relationships meaningfully. A
benefit of doing business this way is that it is more fun and more rewarding for
everyone when we connect.
So far the Rec4
connect approach has been well received by our customers and has yielded both
tangible and intangible results. The international market has been growing
steadily for us over the years and now represents about 40% of our revenues and
has contributed to an approximate 24% increase in total sales. Due to the
need for volumetric hydrostatic testing systems wherever high-pressure gas
cylinders are manufactured or re-qualified according to DOT or equivalent
standards, the marketplace for our testing systems and products is growing
worldwide. With customers in over 100 countries worldwide, we are thankful
to be in a position of leadership in volumetric hydrostatic testing systems.
In the last year, over 90% of the new Rec4 systems have been installed in
foreign countries, and it has been both challenging and rewarding to serve the
global marketplace.
During this
time we have enjoyed increasing personal relationships with school classes and
educational partners. We hope to have increased involvement in situations
where academic data and knowledge are acquired and transmitted in
real-life, work experiences where learning becomes fun,
relevant and part of a life-long process.
This educational interchange includes the company:
1) Adopting grade school classes for the
school year
2) Participating in school-to-career
exchanges
3) Offering work internships for high school
and university students
4) Writing white papers with input from
collaborators around the world
We have also
been able to provide a relational work environment that helps individuals in
recovery to rebuild their lives with human connections that are vital to
personal health. As a community employer, we have been able to offer
employment opportunities to individuals who are faced with challenging personal
addictions or difficult personal histories. In this way, we are
hoping to provide opportunity to hurting people in our community at large.
7. Examples:
Exciting new customer installations
MCS Dinslaken Germany:
MCS, formerly Mannesmann,
is one of the world’s oldest cylinder manufacturers. MCS
currently manufactures some of the most advanced light weight type 4 composite
cylinders for automotive CNG fuel and breathing apparatus applications. They are
the first Rec4 VHT customer and recently installed a second R4 system with high
volume electric pumps for cycle testing and a 25,000 psi RSP pump for burst
testing.
The first Rec4 installation
at MCS was a conversion upgrade of an existing Recortest 3 system that was not
able to perform a reliable automated pressurization of the 190 liter type 4
composite cylinders that MCS produces (fig 17). Type 4 cylinders are plastic
containers with metal gas connections that are fully wrapped with carbon fiber
and as such have pressurization behavior that is quite different from all other
cylinder types. It was in response to this problem that the decision was made to
try the same Galiso PLC that we use to control the Galiso HGS process on
semiconductor etching tools, along with some valves and miscellaneous parts to
see if we could solve the problem that MCS was having and to establish a common
control platform that leverages the work we've already done in the semiconductor
industry.
When we arrived in
Dinslaken Germany, we set up a development lab in our hotel rooms and started
the final phase of development to convert the existing control to PLC. The owner
of the hotel saw what we were trying to accomplish and gave us the downstairs
two bedroom apartment that was not being used at the time for use as our lab,
free of charge (fig 18).

Figure 17
Rec4 VHT #1 Type 4 Large Composite - MCS International

Figure
18
Rec4 Beta #1 development "Lab" Dinslaken Germany
The three week conversion installation took place
in December of 2004, and the first night we were there we walked into a
restaurant for dinner where the man behind the counter welcomed us in perfect
English. The restaurant proprietor, Henry Lindenau, has become a good friend and
we have enjoyed some wonderful times with Henry and Stefan Limke, who is the
engineering manager for MCS.
This conversion
installation was performed by Rick Wright, Chris Hinchey, and Chuck Grenci.
Chris Hinchey is a distributor for Galiso products located in Sussex, England.
The installation was very challenging with many problems and thankfully many
solutions. We could not have had a better customer contact to work with on the
first Recortest 4 development than Stefan, and it is wonderful to look back and
see the progress that has been made on subsequent Rec4 installations including
the second Rec4 cycle and burst system that MCS purchased.
On the day that Rick
returned to the U.S. we were picked up by a cab driver who had a station wagon
big enough for all the boxes from the “lab”. We asked him to take us to
Mannesmann thinking that he would relate better to the old company name. He
replied, “You mean MCS International,” and proceeded to drive us though a back
company entrance through the factory and right up to our equipment inside the
factory. The MCS factory is about the size of 3 football fields, and as it
turned out our taxi driver was a former employee of Mannesmann.
Thunderbird Cylinder,
Phoenix Arizona:
Thunderbird is one of the
larger cylinder re-qualification facilities in the U.S. Thunderbird obtained an
exemption for UT testing and purchased a machine to UT test cylinders, but later
opted to use Rec4 VHT for testing small aluminum cylinders (fig 19). This is
noteworthy in that small aluminum cylinder testing is one of the best
applications for UT. Their Rec4 VHT is able to test 80 cylinders per hour with 4
test operators. This includes de-valve, inspection, fill, test, dry, stamp, and
re-valve.

Figure
19
Rec4 VHT #2 Medical Aluminum - Thunderbird Cylinder
Giant Bicycle
Company/Compositech, Taichung Taiwan:
Giant Bicycle is one of the
world's largest bicycle manufacturers and has developed a specialty in
manufacturing light weight composite structures. They are working to produce
carbon fiber wrapped cylinders for the paintball industry. This was the first
Rec4 station to provide control for multiple test stations (fig 20).

Figure
20
Rec4 VHT/Cycle/Burst - Giant Bicycle Ctech Division
Scuba Service, Antwerp
Belgium:
Scuba Service is using Rec4
VHT to test composite self contained breathing apparatus cylinders (SCBA) and
steel self contained underwater breathing apparatus (SCUBA) cylinders. The
company is owned by Ronnie and Peggy Desmet. The test shop is located behind
their home and is a unique example of a Rec4 VHT in use by a small family owned
business (fig 21).

Figure
21
Rec4 VHT - Scuba Service
Advanced Material Systems,
Taipei Taiwan:
Advanced Material Systems
is another Taiwan cylinder manufacturer that is working toward the production of
DOT approved carbon fiber wrapped cylinders for the U.S. paintball market. The
Rec4 configuration at AMS includes an automated loading small cylinder water
recirculation station, a cycle test station, and a burst test station (fig22).

Figure
22
Rec4 Automated VHT for Small Composite Cylinders - Advanced Material Systems
Asahi Seisakusho, Iwatsuki
Japan:
Asahi Seisakusho is a
cylinder manufacturer in Japan that has three Recortest systems in operation,
the original Recortest 3 that they purchased from Galiso in 1991, the first
Recortest 4 automated water recirculation station for their FRP composite
cylinder manufacturing line, and the newest Rec4 installation at the time of
this article for retesting cylinders in Japan to DOT regulation. This system is
installed in their test shop opposite of the 1991 Rec3 station (figs 23 & 24).

Figure 23
Rec4 VHT Automated Small Composite Cylinder Test Station - Asahi Seisakusho

Figure
24
Rec4 VHT Asahi Seisakusho Test Shop
Abdullah Hashim, Jeddah
Saudi Arabia:
Abdullah Hashim in Saudi
Arabia is a longtime Galiso customer who is evaluating the upgrade of existing
Recortest3 test stations to Rec4. They are an industrial gas supply company that
has been very successful in their market (fig 25).

Figure
25
Recortest 3 Components Being Replaced by Rec4 - Abdullah Hashim Industrial Gases
Crossfire Paintball, Kalamazoo Michigan:
Crossfire Paintball is the
oldest manufacturer of valves for paintball guns and operates a DOT certified
CFFC (carbon fiber, full wrap, composite) manufacturing facility. They use a
Rec4 VHT automated 4-station system to VHT qualify the cylinders that they
manufacture.
Ragasco, Raufoss Norway:
Ragasco is perhaps the most
advanced manufacturer of composite cylinders for LPG and CNG in the world. They
operate a fully automated production facility that is state-of-the-art. They are
using a Rec4 cycle and burst station for testing CNG cylinder designs in
preparation for high production manufacturing.
Japan Airlines, Narita
Japan:
Japan Airlines Airtech is
one of the newest Rec4 installations and is designed with stainless steel test
jackets for testing aircraft cylinders. Working with JAL- Airtech is a great
opportunity to explore the potential advantages of the Rec4 platform in Aircraft
service applications (fig 26).

Figure
26
Rec4 VHT Airline Service System - Japan Airlines - Airtech Division
At the time of this article, 12 Rec4
systems are in operation - 3 in Japan, 2 in Germany, 2 in Taiwan, 2 in the
United States, 1 in Belgium, 1 in Saudi Arabia, 1 in Norway.
8. A look ahead:
A glimpse of our R&D efforts and our vision for the future of hydrostatic
testing.
We hope that the flexible
Rec4 network PLC control and operator interface that we have written for the
windows operating system combined with a growing number of standard stations for
VHT, cycle, and burst testing will allow us to respond quickly and competitively
to a variety of opportunities in the testing of compressed gas cylinders. We
would like to explore hydrostatic pressure applications outside the cylinder
industry like washing cars and oil rigs.
We desire to employ the
concepts that we have developed for automated movement of small cylinders
through the VHT process to stations for large cylinders. Using the high output
electric pumps that we have engineered and supplied for cylinder cycle test
applications in volumetric hydrostatic test applications, we hope to increase
test throughput for large cylinders where pressurization time is a significant
factor. The Rec4 has the ability to test four cylinders simultaneously
compared to the Rec3's two (in limited custom configurations). This capability
provides increased VHT throughput for customers who need it. Machines that work
well can be rewarding and fun to operate, and we hope to refine and fully apply
the various capabilities of the Rec4 to make cylinder testing an easy, reliable
and enjoyable experience for our customers.
Overall, it is our hope to
integrate our new technologies within the framework of our "Rec4
connect" approach to plant and water relationships with suppliers, customers,
and employees...and then look for God-given growth.
The cultural impact of the "Rec4 connect" approach on daily operations is that
corporate resources are directed at accomplishing meaningful relationships that
will provide a better foundation to build upon than profitable business
exchange.
VHT Overview Chinese Version
VHT Overview Chinese VersionWeight Expansion Measurement System
WEIGHT EXPANSION MEASUREMENT SYSTEM
1.0 The weight expansion measurement system (WEMS) incorporates the methodology of volumetric expansion by measuring the weight (rather than the volume) of water displaced in a volumetric expansion test. The WEMS uses a siphon tube instead of an open top burette tube to measure the weight of the water displaced. The WEMS is based upon the scientific correlation between the volume of water and the weight of water: 1 cubic centimeter of water weighs 1 gram of water (at 4 degrees Celsius). Therefore the WEMS simply measures the weight of water displaced by using a weigh container on a digital weigh scale or load cell, and then determines the expansion of water displaced.
1.1 The weight expansion measurement system has certain practical advantages over the burette system. Most importantly it eliminates any possibility for operator interpretation error during burette meniscus expansion readings. Second, the expansion volumes can easily be determined with great precision and then communicated to operators or to computer-controlled automated testing systems. In addition, WEMS eliminates the need for fragile glass burette tubes and plumbing to multiple burette tubes.
1.2 However, there are several factors that must be addressed to ensure the accuracy of the WEMS: temperature, the buoyancy effect of the siphon tube, the effect of water column height, and the accuracy of the weight measurement device. All of these factors may affect the accuracy of the weight expansion readings unless adjustments are made to account for their impact on the readings.
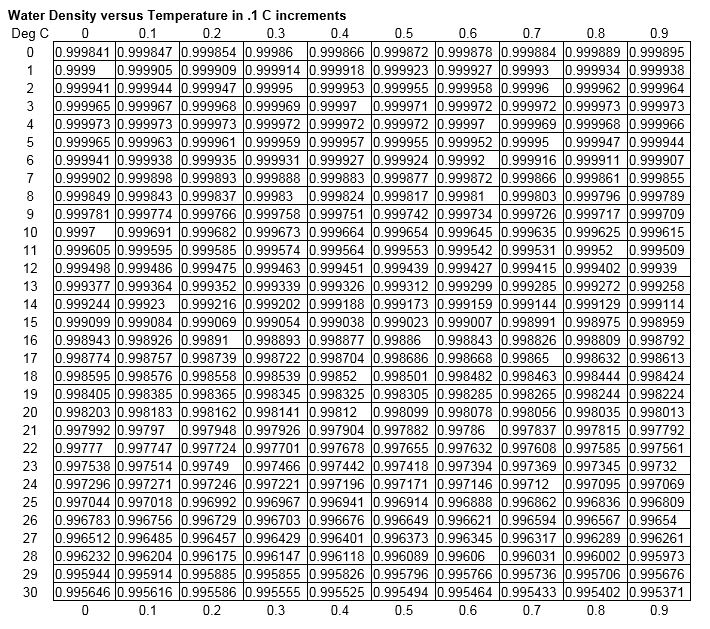
1.3 The effects of water column height change and buoyancy of the siphon tube can be easily determined by pouring a known quantity of water into the expansion measurement container when the device is open to a test jacket. The weight measurement device can be easily tested and verified by using a calibrated reference weight to determine its accuracy. Water density changes due to temperature can be corrected mathematically using known water density values at various temperatures (See Appendix B).
1.4 In a hydrostatic testing system, the above factors can operate inversely such that the aggregate impact of all effects combined has a negligible impact on the accuracy of the expansion values derived. Various tests have been conducted to verify that such combined effects do have a very minute effect on expansion values at ambient temperatures around 22 Centigrade.
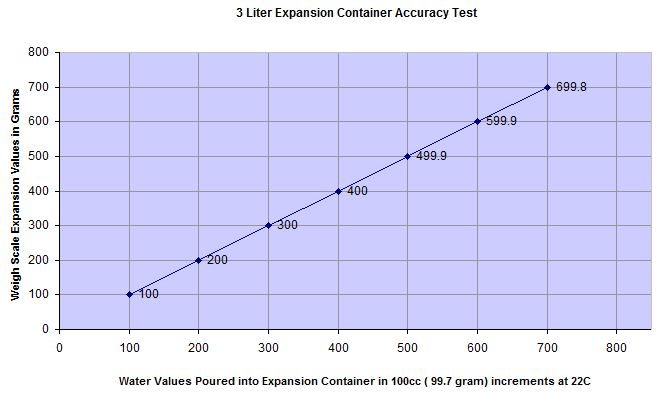
1.5 The accuracy of a weight measurement device is tested by placing a calibrated reference weight upon it to verify its accuracy. Next, 100 cubic centimeters of water at ambient temperature is weighed into a container using another calibrated digital scale with a resulting weight of 99.7 grams (see Appendix B for resulting weights at different temperatures). The 100 cubic centimeters of water are then poured into a 3 liter square expansion container that rests on the expansion measuring weigh scale. Expansion weight values are then recorded. The process is repeated in 100 cc increments with expansion weight measurements being recorded respectively at each 100 cc volume level.
The following expansion testing data and graphs clearly portray the minute and negligible impact resulting from the combined effects of temperature, buoyancy, and water column height.
APPENDIX A:
APPENDIX B:
Open Letter Re: Calibration
Greetings from Galiso Incorporated,
This letter pertains to the recent changes to the calibration values for your calibrated cylinders. Galiso technicians have found this to be necessary on many Recortest 4 installations and upgrades. The reasons that the cylinder values are no longer correct are thinning of the cylinder walls due to corrosion and or incorrect previous calibration.
Calibrating a cylinder on site with the installed / upgraded machine requires a check of each of the 4 calibration accuracy issues to establish that the cylinder calibration values that are done on site are accurate. When there is a discrepancy in prior calibration values to present ones, a check of each of these four calibration accuracy issues is important to prove the new calibration data is correct.
These issues are:
1. Accuracy of pressure measuring device: verified with a master gauge.
2. Accuracy of expansion measuring device: verified with test weights.
3. Temperature: measured to determine the weight of water during calibration.
4. Buoyancy: checked with the a pour test and adjusted for temperature.
Regarding issue 1, the Recortest 4 uses a digital pressure transducer that is a high accuracy, traceable pressure standard suitable for calibration of cylinders. Because the .02% accuracy of this transducer is better than the .25% accuracy of the master gauge the master gauge is used to confirm that the transducer is functioning properly but we do not calibrate the digital transducer to the gauge. This we believe is a major factor in the need for us to re calibrate cylinders during Recortest 4 installations and upgrades. Prior to the installation / upgrade it was possible to adjust the pressure transducer to match the expansion values. We also verify that the pressure circuit comprised of the high pressure pump, valves and tubing, hoses, test head, and cylinder are not leaking.
Regarding issue 2, in most cases the load cell weigh bowl assembly is replaced by the digital Recortest 4 weigh bowl scale. The accuracy of this digital scale has proven to be very stable over time and eliminates the need for frequent calibration.
Regarding issue 3, When the ambient temperature is 4 degrees c / 39 degrees f, one cc of water weighs 1 gram but at 40c/104f room temperature, one cc of water weighs .992 grams which is a accuracy loss of negative .8%. By determining the ambient temperature we can correct its effect on the weight of water when we perform a pour test to verify the accuracy and leak integrity of the complete expansion circuit comprised of the weigh bowl, siphon tube, plumbing and valves, test jacket, test head and cylinder.
Regarding issue 4, We determine the effect of siphon tube buoyancy on the system that will be used to create calibration cylinder values. To do this we open the expansion circuit to the weigh bowl with the cylinder to be calibrated in the test jacket. Then we pour 100cc of water into a cup on a separate scale by using the weight of water at ambient temperature. For example if the ambient temperature is 20 degrees c / 68 degrees f, then we would pour 99.8 grams of water into the cup. Next we pour the water out of the cup into the weigh bowl of the Recortest 4 that is connected to the test jacket with the calibrated cylinder. This test is performed several times to verify that the complete expansion circuit is accurate and stable.
We then run repeated tests at each calibration pressure to gather the expansion data for each pressure point. Finally we check the linearity of all calibration points and then create a certificate of expansion values for the calibrated cylinder. If you have any further questions about this work please feel free to contact our service team anytime.
Thankfully yours – The Galiso team
Cylinder Calibration
Technical Bulletin
SUBJECT: CYLINDER CALIBRATION
In accordance with DOT regulations, hydrostatic test systems must be checked daily to ensure the accuracy of cylinder test results. The calibrated cylinder is a special cylinder, which is used for daily test system expansion reading calibration verification.
NOTE:
In some cases, calibrated cylinder eccentricity may cause expansion reading problems. Prior to performing any test system adjustments, the calibrated cylinder should be pressurized to 1000 psi higher than the highest test pressure used that day. (Not to exceed the highest pressure rating of the calibrated cylinder). After pressurizing and relieving the cylinder three times, re-run the expansion value checks. Note also that temperature variations may affect cylinder expansion results.
In accordance with 49 CFR 173.34 (e) (4), the calibrated cylinder is used on a daily basis to ensure that the Hydrostatic Test System being used is operating properly and to check system calibration. To check-out the test system, the calibrated cylinder is pressurized to the Cylinder Calibration Certificate pressure values. The resulting test system expansion values are then compared to the cylinder Calibration Certificate expansion values. If the test system expansion values do not match within 1.0 %, the test system must be inspected to determine if adjustments and/or measuring device calibrations are required. System Verification - 49 CFR 173.34(e)(4)(iii)(B)
The Test System must be verified in all Test Jackets that will be used that day. Pressures can be split up between jackets to verify system functionality. For example, it is acceptable to pressurize the calibrated cylinder in one jacket to 3,000 psi, and the calibrated cylinder in another jacket to 4,000 psi, thereby verifying the Pressure Indicating Device, and the Test System for both jackets through the range of test pressures from 3,000 to 4,500 psi. System must be verified to be accurate to within 1% at within 500 psi of each test pressure to be used that day. This procedure will result in the complete system being verified throughout the range of test pressures. It should be noted that not every pressure nor every expansion level will be verified in every test jacket. However, since the Pressure Transducer (Pressure Indicating Device) is common to the entire system, once verified for a given pressure in one jacket, it is thereby verified for the entire system. Likewise, since the Load Cell (Expansion Indicating Device) is common to the entire system, the expansion verification of the device is accomplished in any of the common jackets. The reason for pressurizing the Calibrated Cylinder in every jacket is to verify the functionality of the individual jacket, not to verify the calibration of the Pressure / Expansion Indicating Devices for every jacket.
It is recommended (although NOT mandatory) that the cylinder be checked against either another calibration cylinder or a dead-weight tester every 10 years. ½ % accuracy required.
Calibrated Cylinders
CALIBRATED CYLINDERS
INTRODUCTION
Galiso supplies calibrated cylinders in two size groups, the SCC (Short Calibrated Cylinder) and the LCC (Long Calibrated Cylinder. In accordance with D.O.T regulations, hydrostatic test systems must be checked daily to assure the accuracy of the test system. The calibrated cylinder is a special Steel or Aluminum cylinder with a predetermined expansion rate, which is calibrated by Galiso to be used to check the precision of the hydrostatic test system expansion readings.
FEATURES
1. Galiso calibrated cylinders are specially prepared to provide years of dependable service.2. Each Galiso calibrated cylinder is pre-stressed to eliminate permanent expansion and protect calibration points.
3. The calibration run is checked by a specialized computer programmed to ensure the linearity of calibration points.
4. A stainless steel adapter is also included to protect cylinder neck threads and prolong the life of the calibrated cylinder.
CALIBRATED CYLINDER PREPARATION AND USE
Fill the Calibrated Cylinder with clean, filtered water and allow it to stand for at least three (3) hours before using to allow the temperature of the water in the cylinder to stabilize. Add water as needed to completely fill the cylinder before using. Teflon tape the stainless Steel adapter and securely tighten into the calibrated cylinder. Keep a copy of the Cylinder Calibration Certificate close to the system to be used during calibration of the test pressure and expansion readings.CALIBRATED CYLINDER CARE AND MAINTENANCE
The Calibrated Cylinder should be kept filled with water at all times. If the cylinder is emptied, it should be dried immediately to prevent corrosion. The Calibrated Cylinder should be protected from freezing temperatures. The force generated by the freezing water can permanently damage the calibration of the cylinder and possibly rupture the cylinder wall.NOTE:
Calibrated Cylinders are available with pressures from 400-10,000 psi. Please contact Galiso for specific needs.
Backup Data to USB Drive
Backup your Galiso Database to a USB Drive
Below you will see screenshots and instructions on how to change the backup to a USB drive. A $20 USB drive is well worth it when it comes to having a backup of results and the database.
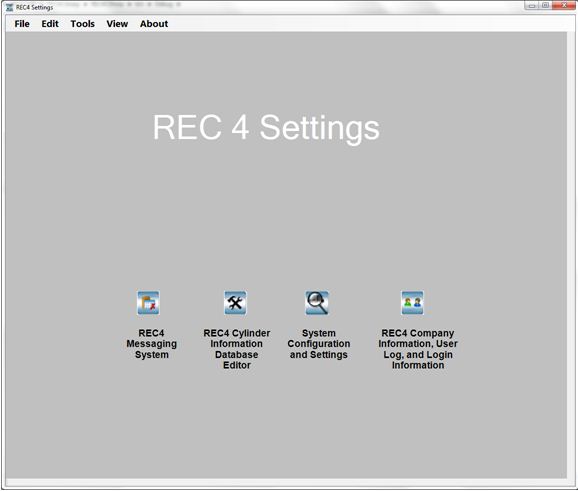
Step 1: Log in as a Supervisor. Click on the “System Configuration and Settings” Icon:
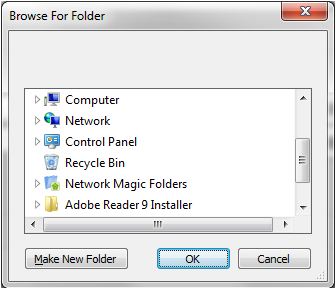
Step 2: Click on “Set Backup Database Path”:
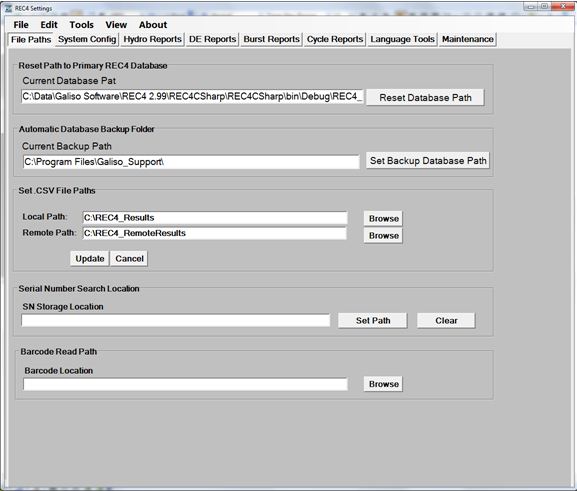
Step 3: Navigate to the USB drive and create a folder called “Backup Galiso Data”.
Step 4: Click OK. The software will begin writing results to a database in that folder as soon as you restart the software.
CGA Pamphlets
D.O.T. Regulations & CGA Pamphlets:
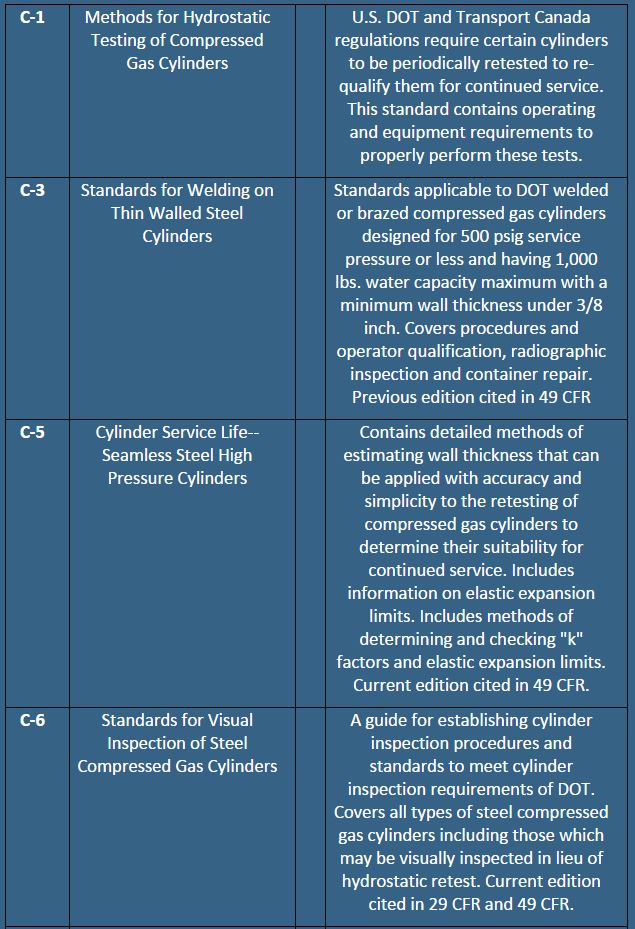
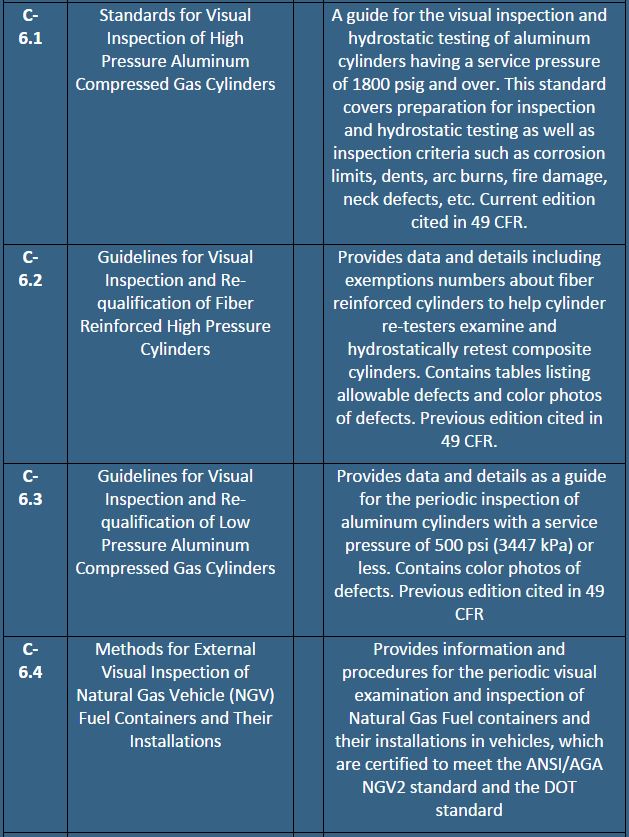
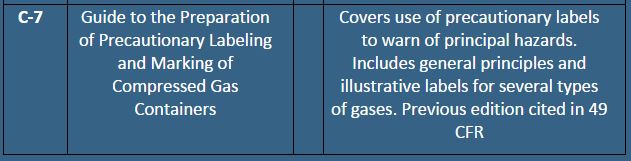
In accordance with regulations specified in the United States by the U.S. Department of Transportation (D.O.T.) and in Canada by Transport Canada (TC), certain cylinders must be periodically re-qualified and certified safe for use.
A series of pamphlets prepared by the Compressed Gas Association (CGA) pertaining to certain cylinder types and uses have been compiled for compliance with D.O.T. standards and regulations.
The U.S. re-qualification procedures and regulations are discussed in detail in the U.S. Code of Federal Regulations (CFR), Title 49, Section 180.
A copy
of the U.S. Code of Federal Regulations (CFR), Title 49, Parts 180.200-215
and related sections can be obtained from the Superintendent of Documents,
U.S. Government Printing Office, Washington, D.C. 20402.
Call Galiso's Customer Service Department Toll Free at:+1-800-854-3789 or you may use the local number:+1-970-249-0233 to inquire.
Compressed Gas Association (CGA) required cylinder testing and inspection
pamphlets are available for
purchase at the
CGA pamphlet C-1.1 entitled “Personnel Training and Certification Guidelines for Cylinder Requalification by the Volumetric Expansion Method” provides guidelines for training and certifying individuals responsible for the requalification of cylinders by the volumetric expansion method. This important pamphlet outlines the Training / Certification Process; the Requirements of a requalification facility; Required Documents and Publications; General Requirements for Program Management, Testing, Visual Inspection, Cylinder Marking and Record Keeping in addition to references and CGA sample test questions.
Composite Cylinder Testing
Technical Bulletin
Subject: Composite Cylinder Testing
Introduction
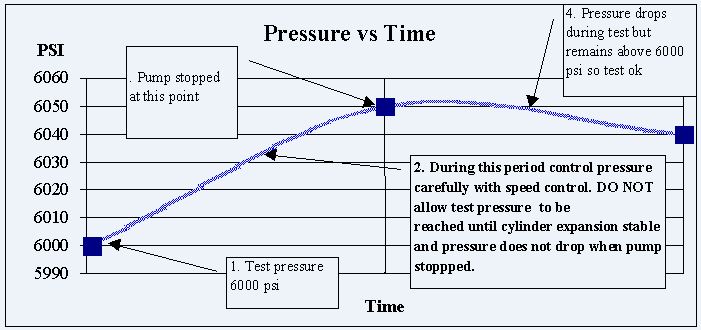
With aluminum, and especially fiber wrapped cylinders, the cylinders are slow to expand to the fully stretched condition. If the pump has stopped (because test pressure has been reached), any further increase in size causes a reduction in pressure. If the pressure drops below the set test pressure, the machine of course aborts the test (per DOT requirements as test pressure "must be maintained for the duration of the test"). This may bee seen as falling pressure at the start of the test, if excessive, is likely to result in a failure due to pressure drop.
1. In the chart, chosen test pressure is 6,000 psi. Normally the pump would be stopped at this point. This is point 1.
2. If the pump is run slowly up the section of the curve at 2, the slowly increasing expansion will be matched by pump pressure rise.
3. If the pressure rise during 2 is controlled with the pump speed control valve to either be VERY slow, then when the pressure finally reaches the test pressure the cylinder will have virtually stopped expanding.
4. If experience shows the cylinder does continue to expand very slightly, or there is, perhaps a small system leak, stop the pump at a slightly higher pressure, say + 50 psi so the test will not need to be aborted unless it drops below 6,000 psi. This is shown below:
Cut-Off Key
Technical Bulletin
Subject: Use of Cut-off Key F6
Introduction
With aluminum, and especially fiber wrapped cylinders, the cylinders are slow to expand to the fully stretched condition. If the pump has stopped (because test pressure has been reached), any further increase in size causes a reduction in pressure. If the pressure drops below the set test pressure, the machine of course aborts the test (per DOT requirements as test pressure "must be maintained for the duration of the test"). Also the machine checks for pressure drop at the start of the test. Basically this is a leak check, as falling pressure at the start of the test, if excessive, is likely to result in a failure due to pressure drop, so the machine also aborts the test at this point rather than waste further time.
By using the F6 key, you can enter a value that will cause the pump to stop at a pressure higher (or lower if a negative value if used!) that the test pressure. See the chart below.
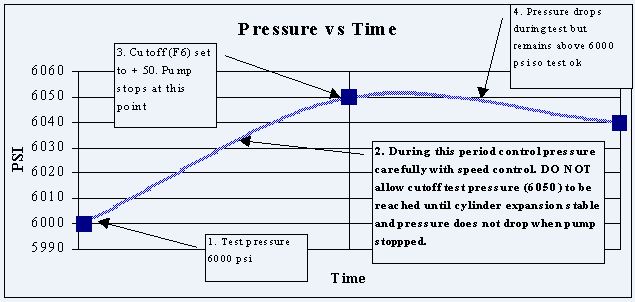
1. In the chart, chosen test pressure is 6,000 psi. Normally the pump would stop at this point. This is point 1.
2. If cutoff is set to 50 psi, the pump will now actually stop at 6,050 psi, although test pressure is still 6,000 psi. This is equivalent to manually pumping a little above test pressure. This is the section of the curve at 2.
3. If the pressure rise during 2 is controlled with the pump slow valve to either be VERY slow, or manually so that it does not rise above the cutoff pressure (6,050) then when the pressure finally reaches the cut-off pressure (6,050) the cylinder will have virtually stopped expanding.
4. If it does expand very slightly, or there is, perhaps a small system leak, even if the pressure drops a little, the test will not abort unless it drops below 6,000 psi.
Note: that if the rate of drop after the cut-off pressure is too high, the system will also abort the test, hence the need to control this pressure carefully.
Cylinder Results Input
Technical Bulletin
Subject: Suggested cylinder results import procedure
It is possible to import Galiso test results into other packages for database use etc. Test results are, by default, stored under the name extension ".res". The .res file is a comma-separated file, which can be imported into windows and other packages as a CSV. An example is given below. Under the view screen on the Galiso reporting screen, the first record appears as:
To import into Excel:
1. Open the file of this name, you need to select files of type *.*
2. In "original data type", highlight the "delimited" box.
3. Click "Next." and select the Comma delimited type.
4. Click finish.
The Screen will import the data into the fields specified. For information, these are shown below with the appropriate descriptions:

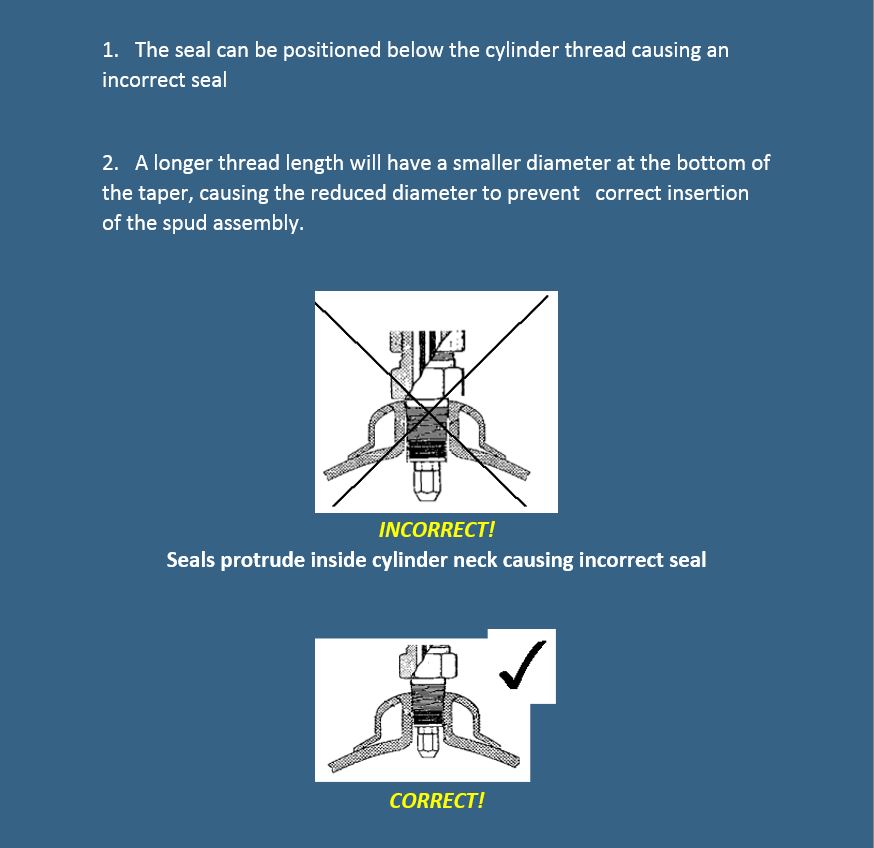
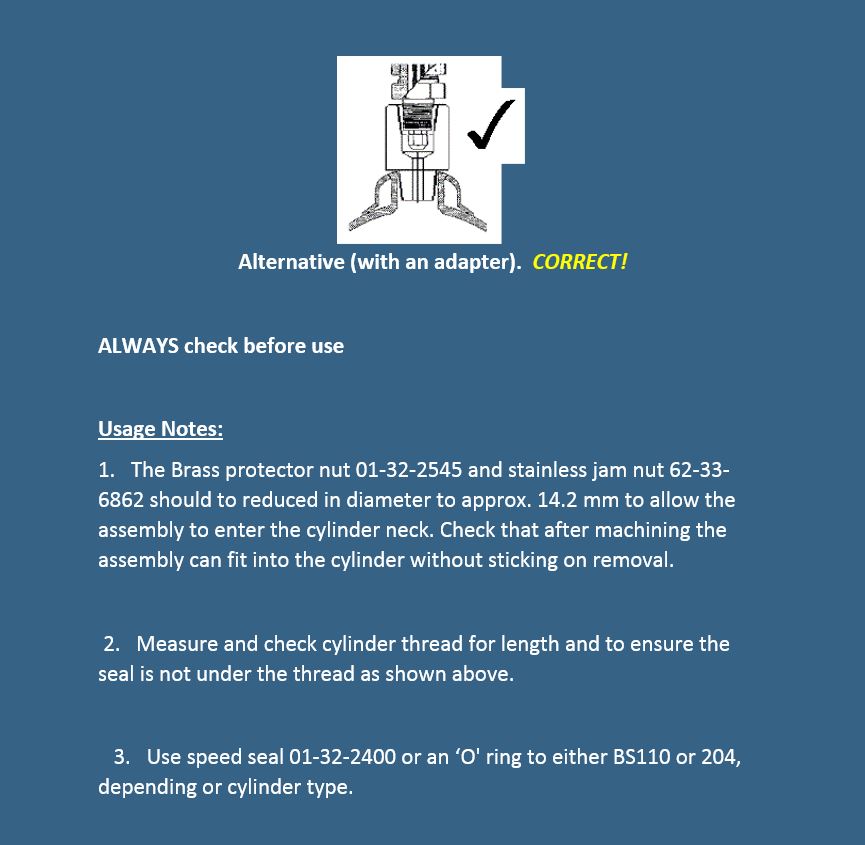
Cylinder Testing
Schematics of cylinders under test:
DOT Requirements
Technical Bulletin
SUBJECT: DOT REQUIREMENTS SUMMARY
Introduction
See relevant 49 CFR and CGA pamphlets. The items below are not intended as a replacement for DOT specific training.
Information is given for guidance only and as a quick reference.
The appropriate DOT regulations must be referred to for further clarification.
1. Cylinders must be re-qualified in accordance with DOT requirements by properly trained operators.
2. A cylinder bearing a DOT specification must be tested in conformance with DOT requirements.
3. No person may mark a test date or RIN on a DOT specification cylinder unless all requirements have been met, and that person holds a current identification number issued by the Associate Administrator for Hazardous Material Safety.
4. Any change in name, address, ownership, test equipment, management or personnel performing any function shall be reported to the Associate Administrator for Hazardous Material Safety within 20 days of change.
5. Unless otherwise specified, each time a cylinder is re-tested, it shall be visually inspected, internally and externally in accordance with CGA pamphlets C-6, C-6.1, C-6.2 and C-6.3 as applicable.
6. The pressure-indicating device must permit reading of pressures to within 1% of the minimum prescribed test pressure of the cylinder under test.
7. For an analog device, e.g. a gauge, interpolation to ½ of the marked divisions is permitted.
8. The expansion-indicating device must permit incremental reading of cylinder expansion to 1% of the total expansion or 0.1cc, whichever is larger.
9. Each day the re-tester shall confirm that the pressure-indicating device is within ±1.0% of the prescribed test pressure of any cylinder tested that day.
10. The pressure indicating device itself must have an accuracy of ±0.5% or better of it's full range and permit reading 90%-110% of minimum prescribed test pressure.
11. Pressure indication device accuracy must be demonstrated at any point within 500 psi of test pressure at or above 3000 psi, or 10% below 3000 psi.
12. The expansion-indicating device must give a stable reading and be accurate to ±1.0% of total expansion, or 0.1cc, whichever is greater.
13. The expansion indicating device itself must be accurate to at least an accuracy of ±0.5%.
14. The test equipment must be verified as accurate within ±1.0% of the calibrated cylinder's pressure and corresponding expansion values.
15. Minimum test pressure must be maintained for at least 30 seconds, and as long as necessary to complete cylinder expansion.
16. A system check may be performed at or below 90% of test pressure prior to test.
17. In event of a malfunction, tests may be repeated at a pressure increased by 10%, or 100 psi, whichever is less.
18. A condemned cylinder must be marked in accordance with DOT regulations.
19. Daily test records must be maintained.
20. 3HT cylinders must be tested in accordance with CGA pamphlet C-8.
21. 3HT cylinders must be condemned if Elastic Expansion exceeds the marked Reject Elastic Expansion, or 1.05 times original elastic expansion.
22. 3HT cylinders must be condemned after 24 years, or 4380 pressurizations, whichever is first.
Gauge Accuracy
Technical Bulletin
Subject: GAUGE REQUIREMENTS
Introduction
(Reference 49CFR 180.205 (g))
The pressure-indicating device, as part of the retest apparatus, is accurate to within + or - 1% of the prescribed test pressure of any cylinder tested that day. The pressure-indicating device, itself, must be certified as having an accuracy of + or - 0.5%, or better, of it's full range and must permit readings of pressure from 90% to 110% of the minimum prescribed test pressure of the cylinder to be tested. The accuracy of the pressure indicating device within the test system can be demonstrated at any point within 500 psi of the actual test pressure for test pressures at or above 3000 psi, or 10% of the actual test pressure for test pressures below 3000 psi...
Accuracy (Reference 49CFR 180.205 (g)(3)(i)C)
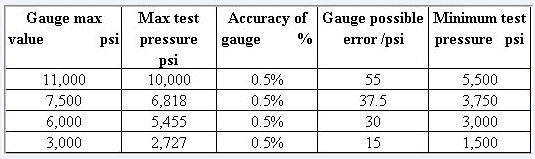
For a test pressure of 10,000 psi, the gauge must read to 110% of this, i.e. 11,000 psi.
If the gauge has an accuracy of 0.5% of full-scale, the gauge is only accurate to 55 psi. This means at any given reading, the gauge might be up to 55 psi in error.
Since that gauge must be accurate to 1% of the prescribed test pressure, at pressures below 5,500 psi, the gauge general inaccuracy of 55 psi exceeds this 1% figure. The gauge is therefore not suitable for use below 5,500 psi
The chart below lists some popular gauge ranges and is based on the DOT prescribed accuracy of 1/2 %. N.B. Galiso master gauges are 1/4 % accurate - exceeding DOT minimums.
Use of calibration cylinder (Reference 49CFR 180.205 (g)(4))
The calibration cylinder must be used to verify equipment at 500 psi intervals above 3000 psi and within 10% of test pressure below 3000 psi.
See relevant 49 CFR and CGA pamphlets. These items are not intended as a replacement for DOT specific training. Information is given for guidance only and as a quick reference. The appropriate DOT regulations must be referred to for further clarification.
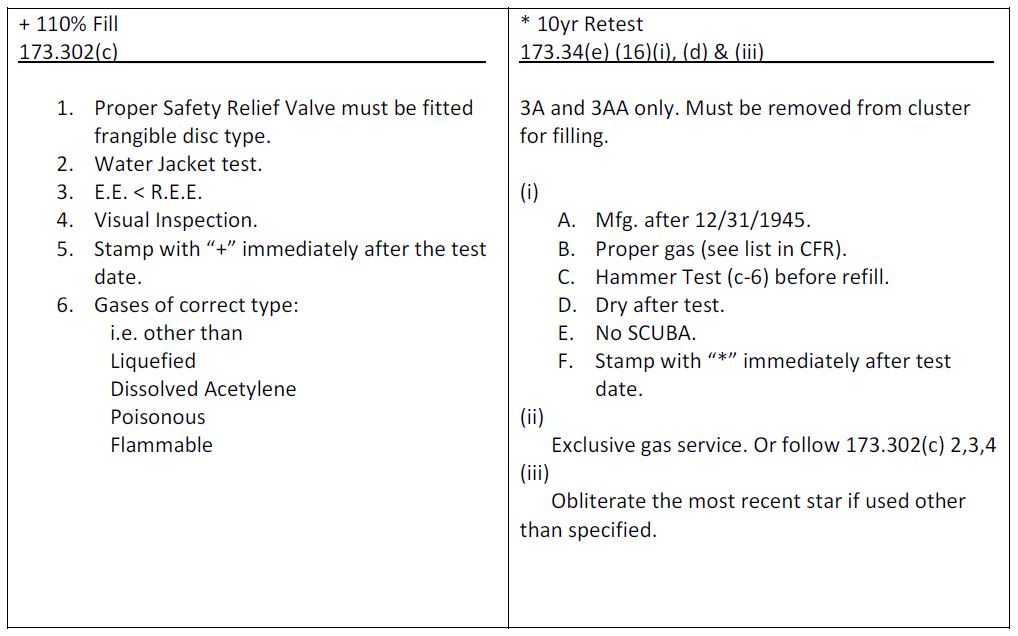
Plus and Star
Small Cylinder Testing
Technical Bulletin
Subject: Small cylinder testing
1. Pressure and expansion measuring devices should be calibrated using weights/pressure master gauge.
2. Check the calibration cylinder using the verify procedure.
3. The following procedure should be followed to set speed/regulator settings in the “verify” window with the calibrated cylinder in the test jacket.
· Close fast pump control valve
· Unscrew pump control regulator to low setting
· Open fast valve fully and slow valve 2 turns
· Increase regulator pressure slowly so pump stalls approx. 50 psi above required test pressure. On a 100:1
pump 50 psi air setting stalls at around 5000 psi.
· Bleed pressure and check calibration cylinder readings are accurate.
· Close fast and slow pump valves and fit small cylinder into jacket.
· Do not pressurize above 90% of test pressure.
· Adjust fast valve so that pump cycles very slowly with readable increments of 100 psi (or less if possible).
· In pump slow mode, very carefully open slow pump valve so pressure increases in 1 psi increments. Last 10 psi should be very, very slow.
4. Bleed and take to 90% of test pressure again and hold. Check the system can hold steady pressure and expansion for 120 secs. If it can't, the test will show the same error!
The following notes may help:
1. Incoming water temperature must be within 2° C or less. Check by pumping water down the side of a sealed jacket and check expansion reading in verify.
2. If found necessary, set the F6 key to give a cutoff of +30 psi for reliable operation. In practice pressure drops of up to 15 psi are sometimes noticed on each test, depending on speed of pumping.
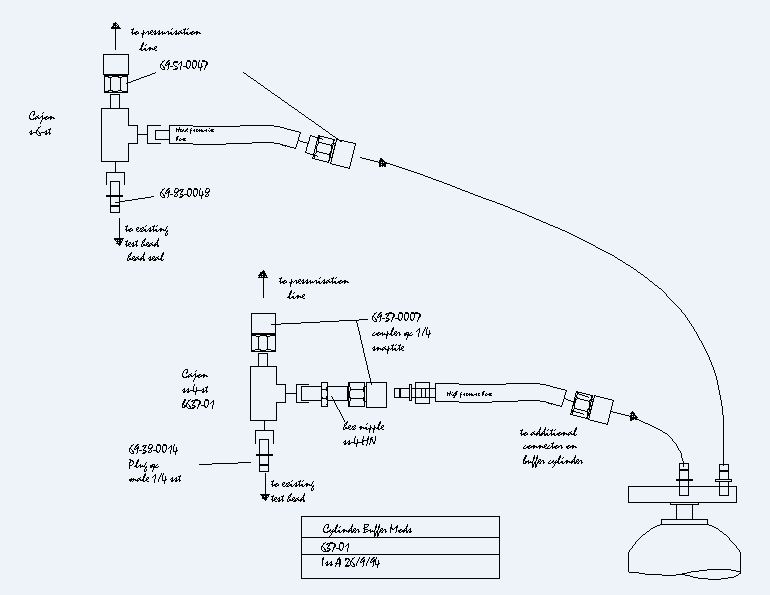
3. An additional “buffer” cylinder can be fitted as per the sketch below, however for general operation, the Calibrated Cylinder must not be used. This is not a recommended procedure for general operation.
Visual Inspection
Technical Bulletin
Subject: Visual Inspection
Introduction. The following is a checklist of essential requirements.
General:
Visual should be performed prior to the Hydrostatic Test, this ensures both Productivity and Safety Tools: Inspection light (Fiber Optic)
Depth gauges, Mirror, etc.
Specifics:
Steel cylinders: CGA Pamphlet C-6
Thin wall vs. Thick, High Pressure vs. Low Pressure
Improper Stamping (Serial number on side wall)
3HT: CGA Pamphlet C-8
Aluminum: CGA Pamphlet C-6.1
Special inspection required for neck cracks
Exemptions 6498, 7042, 8107, 8364, 8422 [CFR 173.23)]
Composite: CGA Pamphlet C-6.2
OSHA 1910.134 Visual once each month, and after each use.
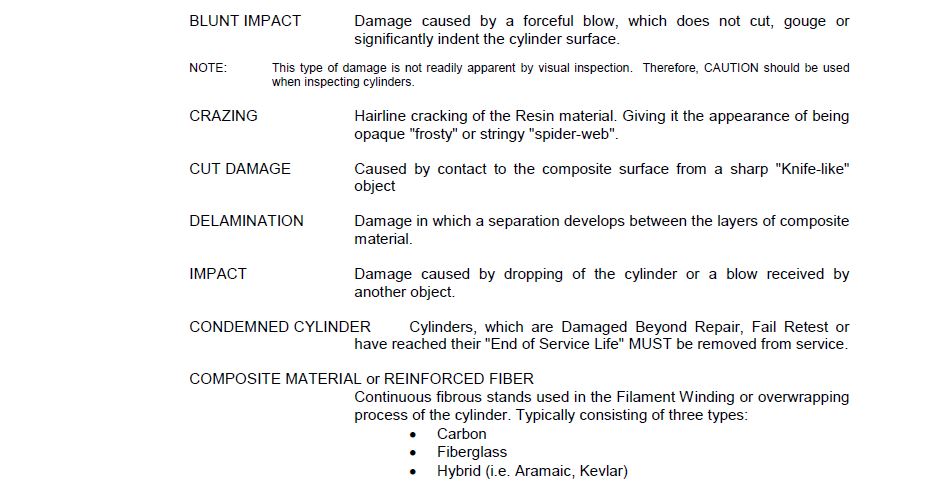
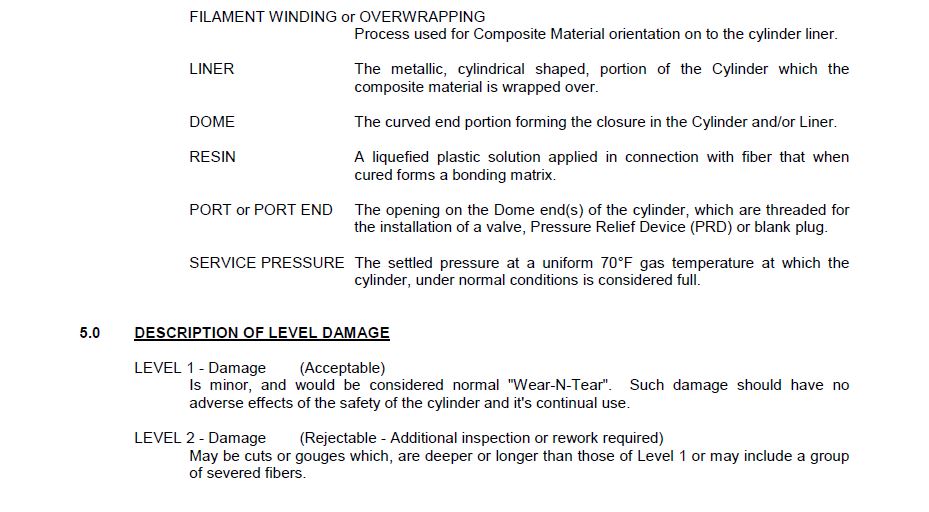
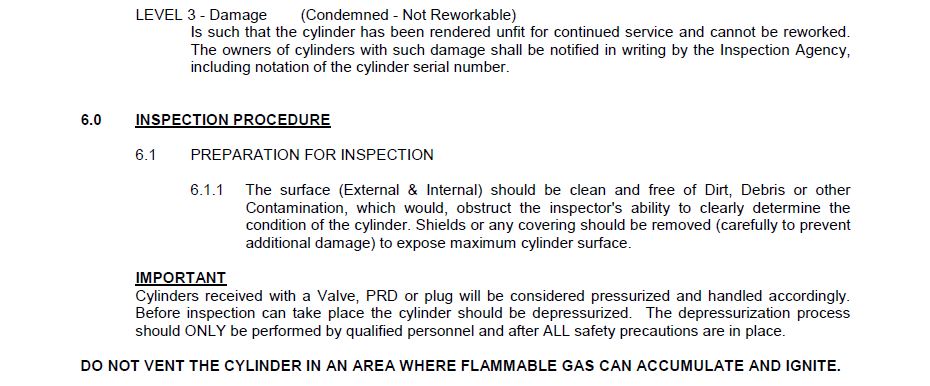
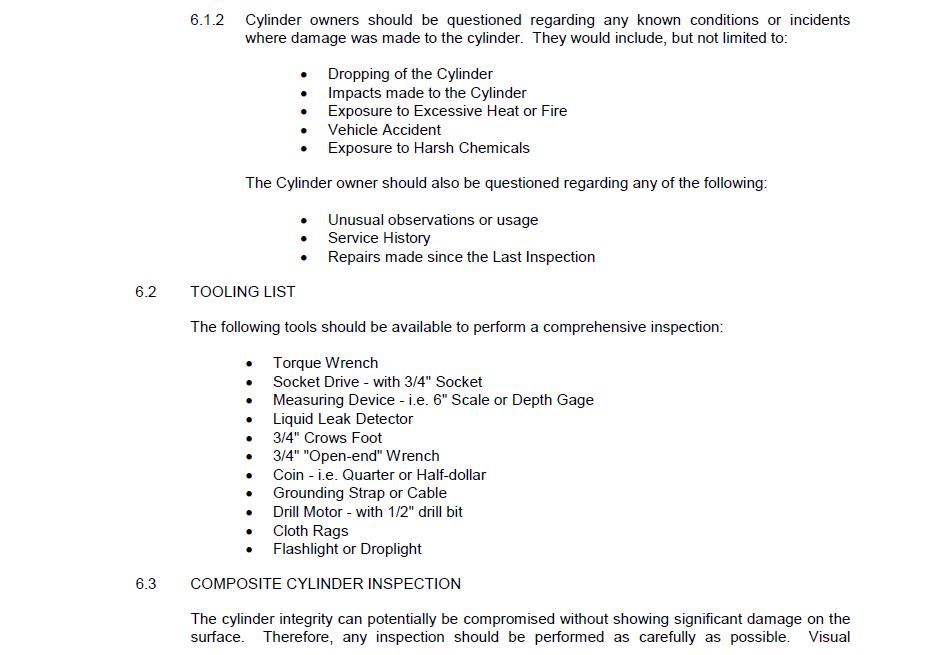
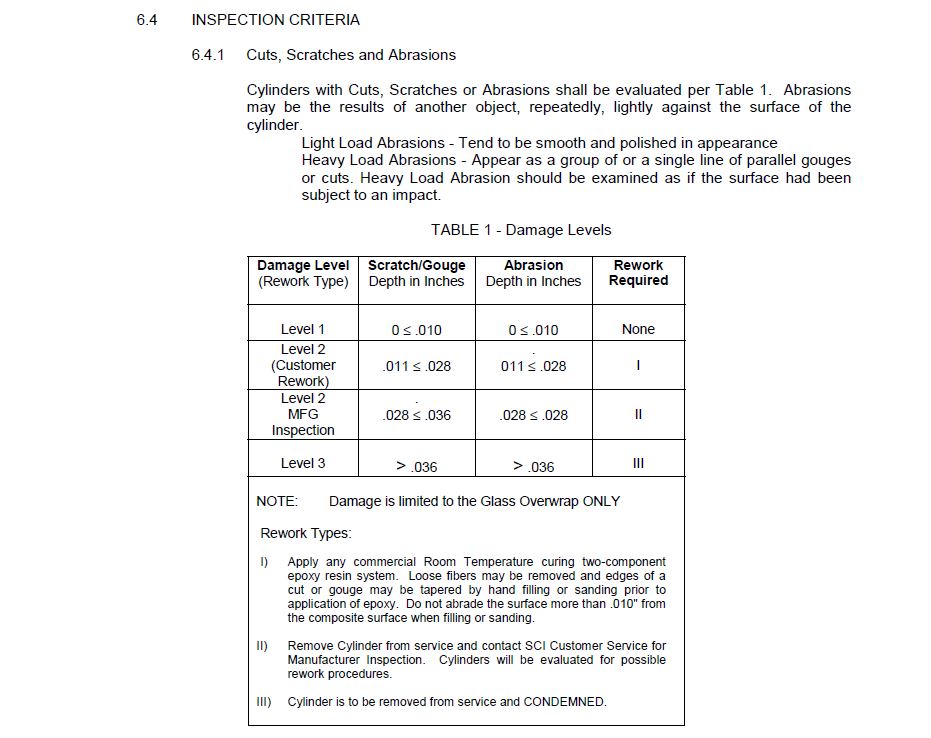
Acceptable limits of damage
Repairs: Must be followed by Hydrostatic Test
W19.8 Threads
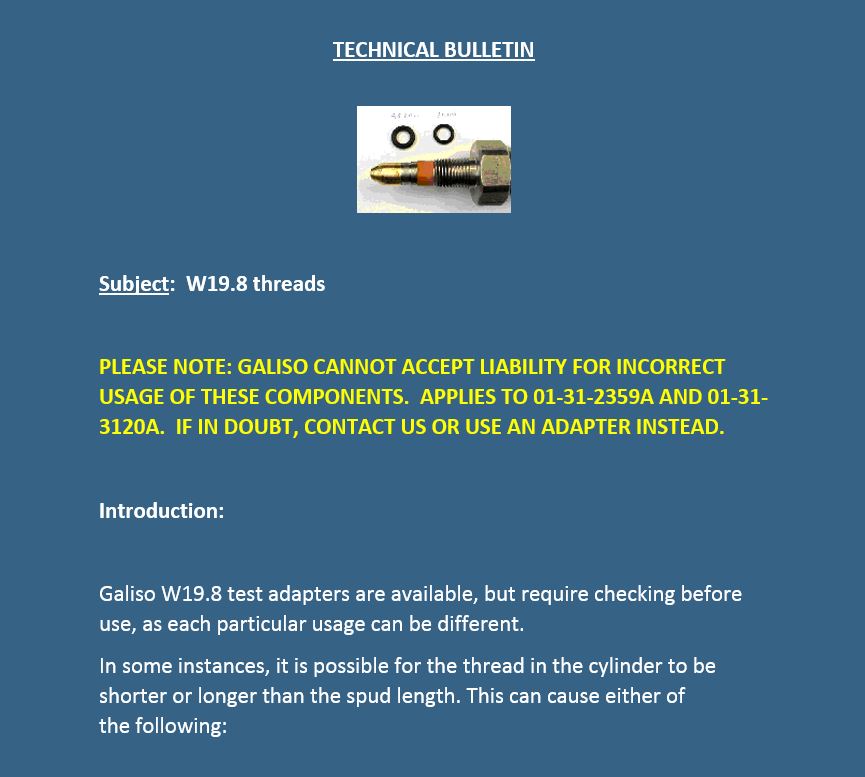
Galiso Production & Maintenance Docs and Videos:
Production & Maintenance
Sno-Trik Valve Repair PDF
Dual-Acting Pump Repair PDF
Galiso Hydraclose Head Troubleshooting PDF
AZ Pump Repair PDF
Spare Parts PDF
Spare Parts in the Galiso Online Store
HGS Oil Change:
SCI Articles:
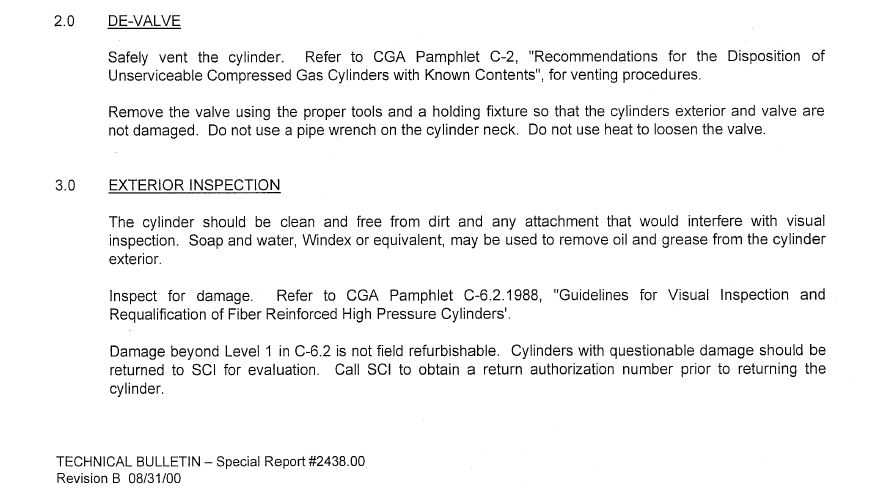
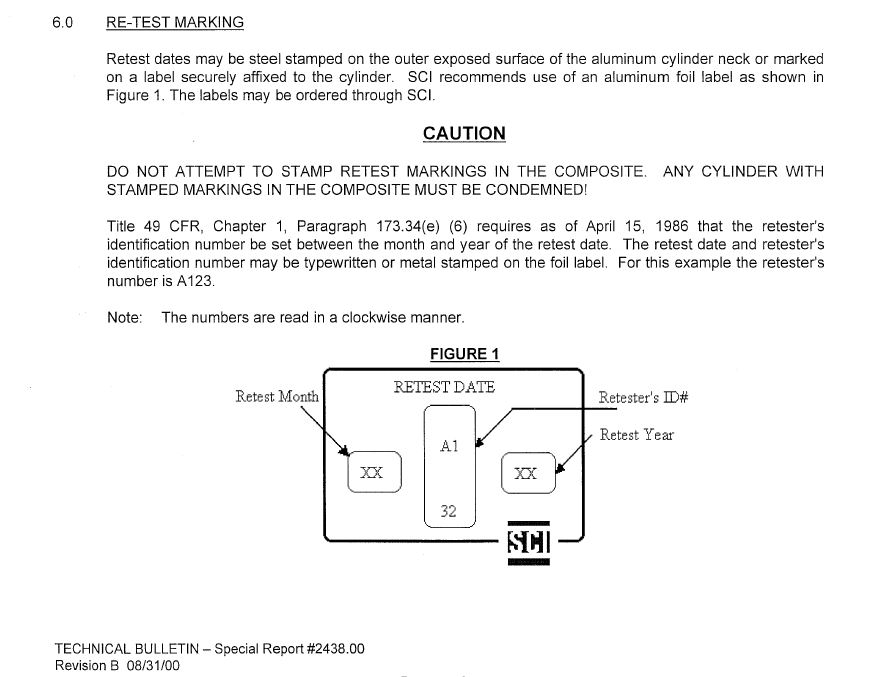
SCI Re-Qualification Guidelines
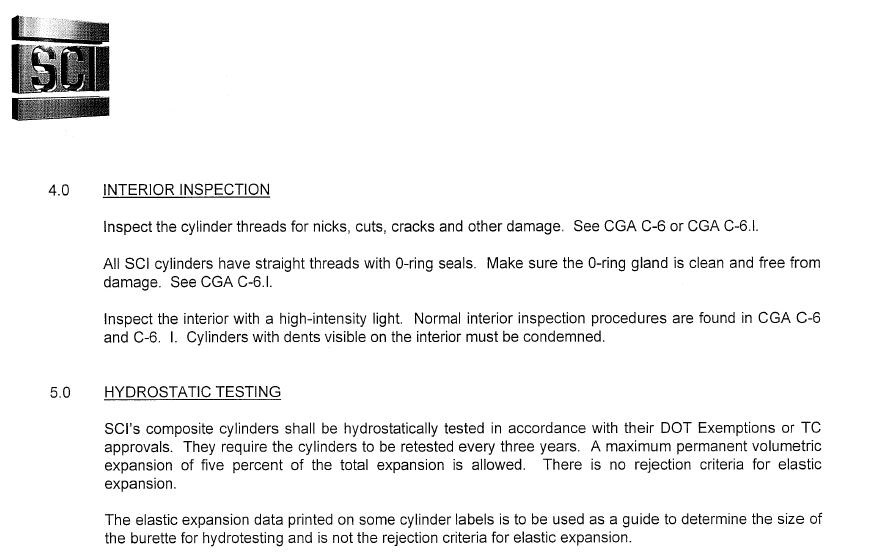
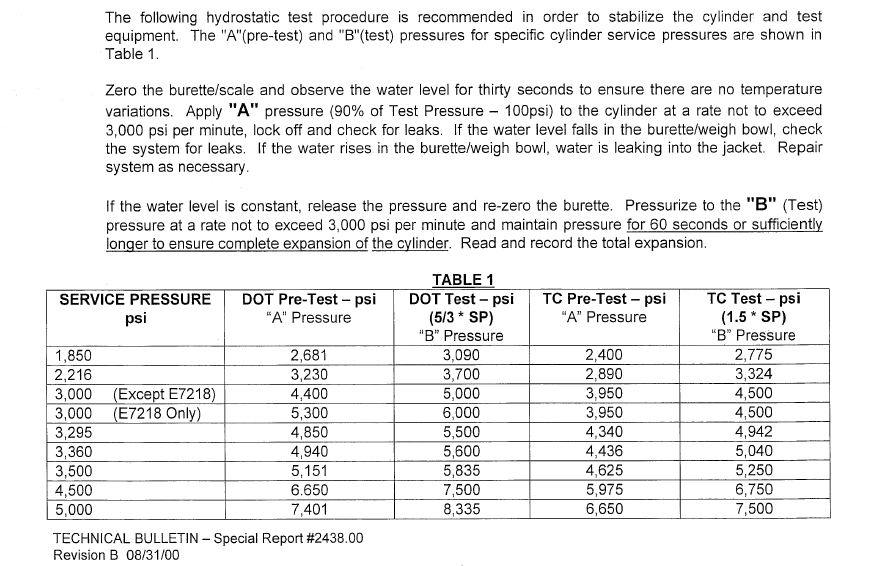
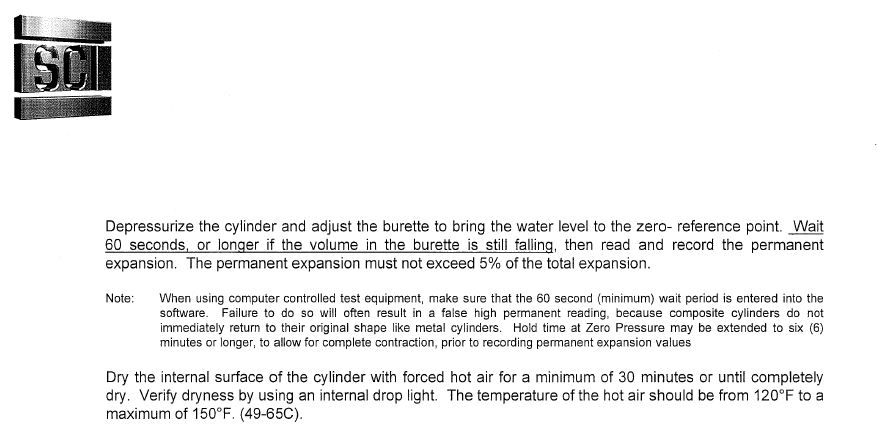
SCI Guidelines - Composite Cylinders

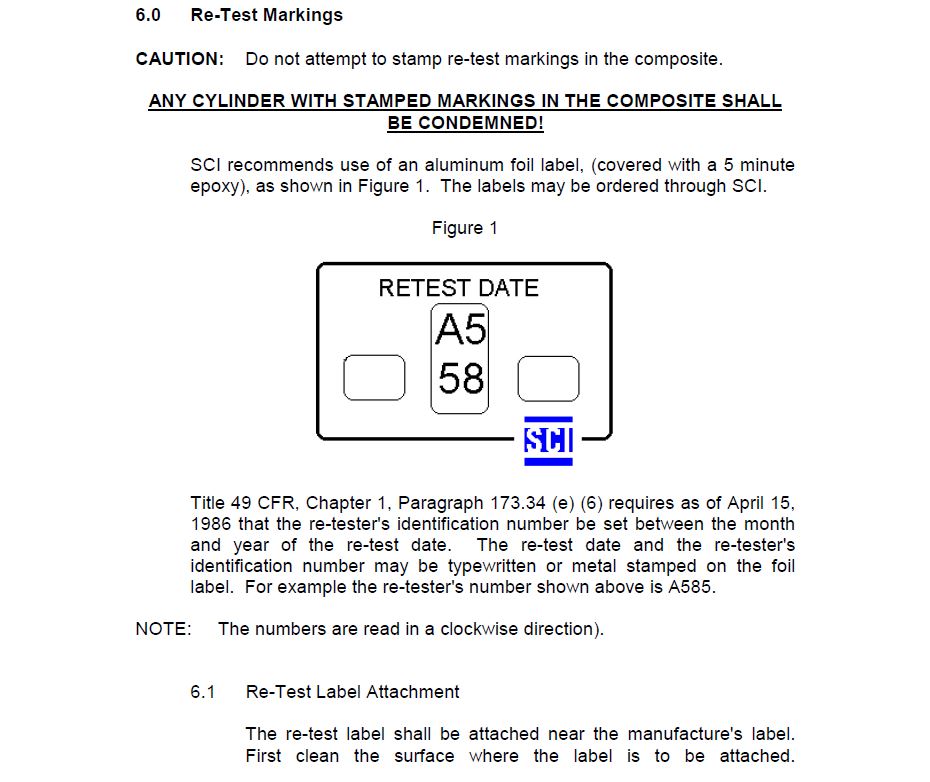
SCI Guidelines - Natural Gas Cylinders
Luxfer Articles:
SCBA Cyl Inspection Guide Vol. 1 SCBA Cyl Inspection Guide Vol. 2Contact Us

Galiso Inc.
22 Ponderosa Ct.
Montrose, CO., 81401
U.S.A.
Sales:
800-854-3789 Ext. 6
970-249-0233 Ext. 74
Fax: 1-970-249-0607
Sales Email:
sales@galiso.com
Customer Service:
800-854-3789 Ext. 5
970-249-0233 Ext. 73
Fax: 1-970-249-0607
Customer Service Email:
custsvc@galiso.com